非标绗磨管专业生产
- 更新时间: 2024-12-27 08:21:14 浏览次数:1
- 产品报价: ¥5900/吨
- 联系人: 高经理
- 公司地址: 聊城辽河路燕山路交叉口南500米东首 发货到酒泉
以下是:非标绗磨管专业生产的产品参数
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 20# |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 适用领域 | 油缸 机械加工 |
|---|
| 是否进口 | 否 |
|---|
| 颜色 | 有色金属 |
|---|
| 材质 | 20#/45#/16Mn/27SiMn/304不锈钢 |
|---|
| 厂家地址 | 山东聊城 |
|---|
| 品牌 | 九冶 |
|---|
| 加工定制 | 是 |
|---|
导读 非标绗磨管专业生产,安达液压机械有限公司专业从事非标绗磨管专业生产,联系人:高经理,电话:17706353138、17706353138,QQ:3573482096,发货地:聊城辽河路燕山路交叉口南500米东首发货到甘肃省 酒泉市 肃州区、金塔县、瓜州县、玉门市、敦煌市,以下是非标绗磨管专业生产的详细页面。 甘肃省,酒泉市 酒泉市,古称肃州,是甘肃省辖地级市,甘肃省人民政府批复确定的丝绸之路经济带甘肃段重要节点城市、省域副中心城市。酒泉市地处中国西北地区、甘肃省西北部、河西走廊西端,东接甘肃省张掖市和内蒙古自治区,南接青海省,西接新疆维吾尔自治区,北接蒙古国,自古就是通往新疆和西域的交通要塞。截至2023年1月,酒泉市辖1个区、2个县级市、4个县,总面积19.2万平方千米。截至2022年末,酒泉市常住人口105.31万人。
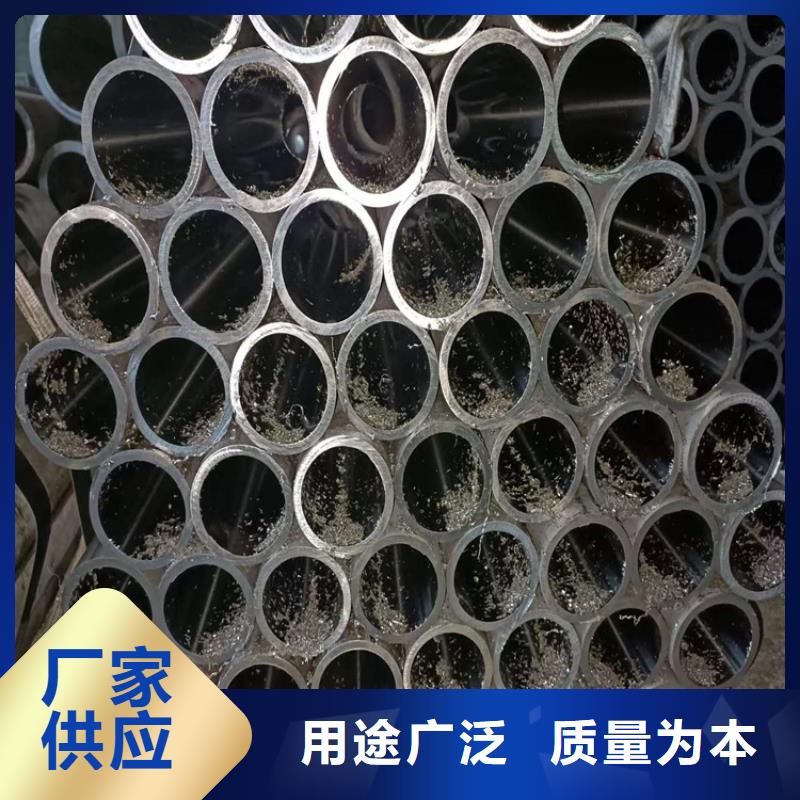
酒泉非标绗磨管专业生产
<酒泉>九冶管业有限公司
绗磨管采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高绗磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了绗磨管内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使工件表面的微观不平度辗平从而达到改变表层结构、机械特性、形状和尺寸的目的。因此这种方法可同时达到光整加工及强化两种目的,是磨削无法做到的。

jiuye

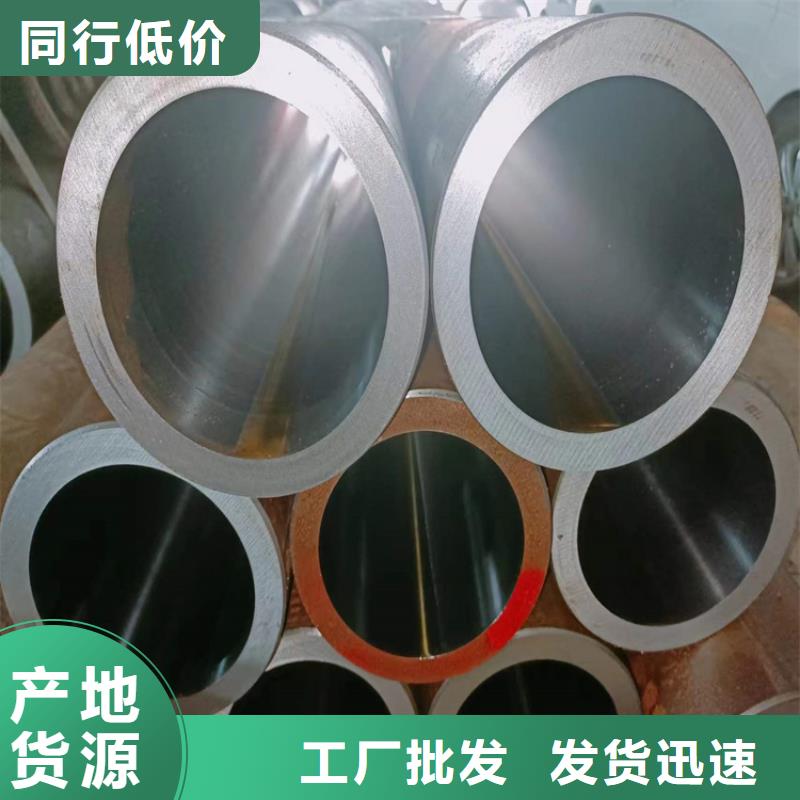
小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好
<酒泉>九冶管业有限公司
酒泉非标绗磨管专业生产
总结 联系人:高经理,电话:17706353138,安达液压机械有限公司在甘肃省酒泉市本地专业从事非标绗磨管专业生产,甘肃省酒泉市各个县市以及周边城市均可提供送货上门服务!